






35CrMoV centrifugal støbt stålbøsning til aluminiumsbåndvalseværk
Anvendelsesscenarier for 35CrMoV centrifugal støbt stålbøsning til aluminiumsbåndvalseværk
Anvendeligt udstyr
Firevals/seksvals koldvalseværk: Anvendes til præcisionsvalsning af 1xxx-8xxx serie aluminiumslegeringsbånd (tykkelse 0,3-6 mm).
Varmvalseværksenhed: velegnet til varmvalseforhold på 400-600 °C (kræver et eksternt vandkølingssystem).
Kernefunktioner
Højpræcisionstransmission: Sørg for, at valseværkets radiale udløb er ≤ 0,02 mm (med en tykkelsestolerance på ± 0,5 % for båndet).
Anti-stødbelastning: modstå den øjeblikkelige slagkraft fra bidende stål (spidsværdi op til 150% af nominel belastning).
- GW Precision
- Luoyang, Kina
- Kontraktbestemmelse
- Den årlige kapacitet af stålspole er 4000 stykker
- Information
35CrMoV centrifugal støbt stålbøsning til aluminiumsbåndvalseværk
Materialeegenskaber af 35CrMoV centrifugal støbt stålbøsning til aluminiumsbåndvalseværk
Kemisk sammensætning (GB/T 3077 optimering)
|Elementer | C 0,32-0,38 | Cr 0,8-1,2 | Mo 0,2-0,4 | V 0,1-0,3 | Mn 0,5-0,8 | Si 0,2-0,4|
V-mikrolegering: danner VC-udfældninger i nanostørrelse, hvilket øger udmattelsesstyrken med 25 %.
Mekaniske egenskaber (efter bratkøling og tempereringsbehandling)
Typiske værditeststandarder for indikatorer
Trækstyrke 950-1100 MPa GB/T 228,1
Slagenergi (-20 ℃) ≥ 45 J GB/T 229
Hårdhed HB 260-290 GB/T 231,1
Særlig præstation
Termisk udvidelseskoefficient: 12,8 × 10 ⁻⁶/℃ (20-300 ℃), matchet med rulletemperaturstigning i aluminiumslegering.
Slidstyrke: glidende friktionskoefficient μ ≤ 0,15 (under smøreforhold).
Produktinformation
| ærmemateriale | specifikation |
| 35CrMoV | 665*605*1600. |
Beskrivelse af varmebehandling af stålmuffe
Vi vil udføre varmebehandling strengt for stålmuffer, som har den specifikke efterspørgsel i mekaniske egenskaber, også i tilsvarende test af den mekaniske egenskab, sørge for, at hvert produkt opnår den bedste tilstand og kundernes gode resultater.
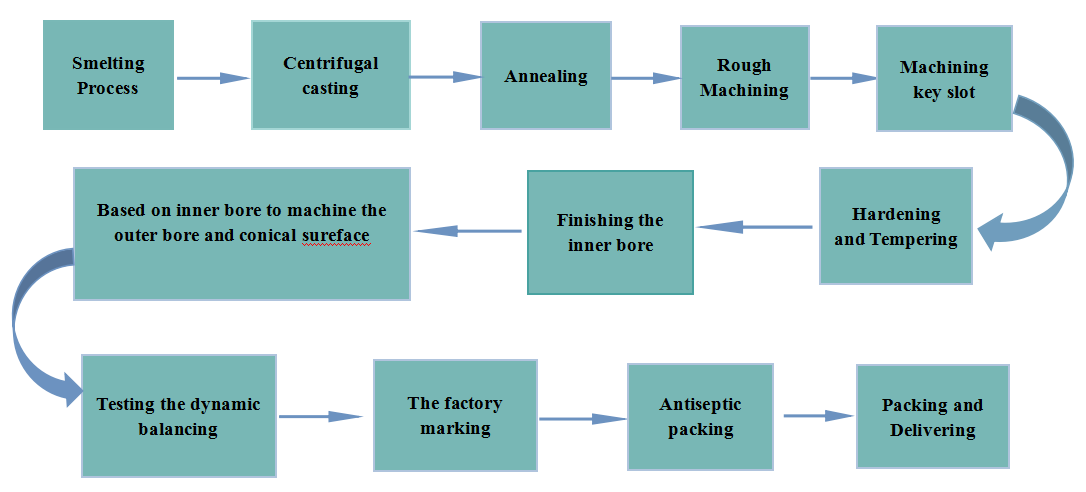
Fremstillingsproces af 35CrMoV centrifugal støbt stålmanchet til aluminiumsbåndvalseværk
Centrifugalstøbning
Procesparametre:
Hastighed: 800-1200 rpm (justeret i henhold til ærmets diameter)
Hældetemperatur: 1580 ± 20 ℃
Kølehastighed: 30-50 ℃/min (tvungen køling ved at sprøjte vand på ydervæggen)
Organisatorisk kontrol: Få fin perlit+ferritmatrix (kornstørrelse ≥ 6)
varmebehandling
Dobbelt quenching og temperering:
880 ℃ × 2 timers oliekøling (kølehastighed 80 ℃/s)
600 ℃ x 4 timers temperering (luftkølet)
bearbejdning
Dybhulsbearbejdning: BTA-boring (rethed ≤ 0,01 mm/m) anvendes.
Overfladebehandling: Elektrolytisk polering af indre hul (Ra ≤ 0,4 μm).
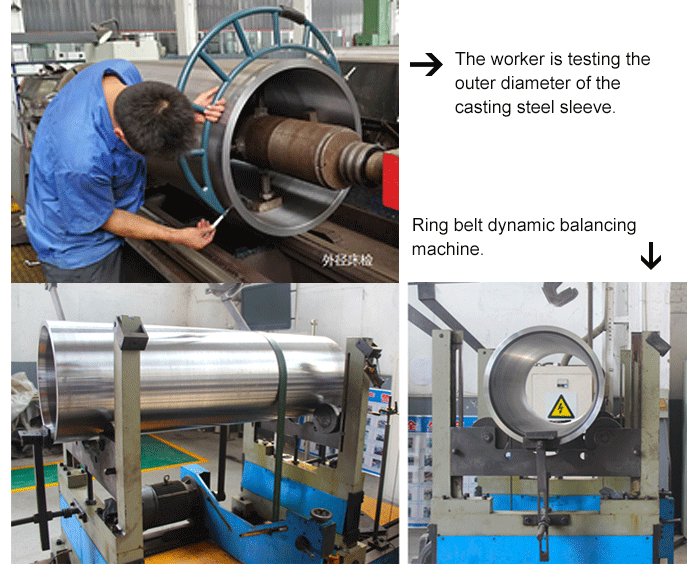
Dynamisk balancetest
Med hensyn til inspektion, for at sikre kundernes fordele og sikre bedre kvalitet af produkter, har vi udført forskellige tests på mekaniske egenskaber efter varmebehandling udover konventionel dimensionsinspektion. Ringbånds dynamisk balanceringsmaskine kan være 100% dynamisk balanceringstest.
Produkt emballage
Vi har fremragende emballageteam og moden emballageteknologi.
Vores produkter er bredt anerkendt og betroet af brugerne og kan imødekomme konstant skiftende økonomiske og sociale behov.
Emballagespecifikation for 35CrMoV Centrifugal støbt stålmanchet til aluminiumsstrimmelvalseværk
Rustfri emballage
Indvendigt lag: pakket med dampfase rustfast film (VCI)
Ydre lag: 1,5 mm tykt vandtæt kraftpapir + PE indpakningsfilm
Fast transport
Træbakke (1200 × 1000 mm), bundet med stålstropper (spænding ≥ 500 kgf)
Aksial anti-kollisionsskumpude (tykkelse ≥ 50 mm)
Identifikationskrav
Lasergraveringsoplysninger:
Materialekvalitet: 35CrMoV
Varmebehandlingsbatch: QT-XXX
Maksimal hastighed: 1500 rpm (rød advarsel)






