






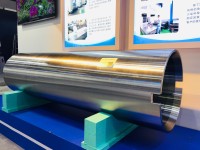
Hærdet, tilpasset støbt stålspole af koldvalset siliciumstålspole
**********************************Fordel ved GW støbt stålspole************************************
1. Vi har strenge krav til ærmets koncentricitet, dynamisk balance og andre krav.
2. Vores virksomheds stålmuffeemne fremstilles ved centrifugalstøbning.
3. Virksomheden har vores egen professionelle behandling af design, udvikling og fremstilling, og har også dokumenteret bearbejdningsteknik.
- GW Precision
- Luoyang, Kina
- Kontraktbestemmelse
- Årlig kapacitet for stålspolen er 4000 stykker
- Information
Hærdet, tilpasset støbt stålspole af koldvalset siliciumstålspole
Støbt stålspolemateriale | Specifikation |
35CrMoV | 565*505*1700 |
Anvendelsesscenarier for tilpasset 35CrMoV støbt stålspole til koldvalset siliciumstålspiralhærdning
Kernefunktioner
Støtteruller: Kan modstå højt radialtryk (op til hundredvis af tons) og skiftende belastninger under koldvalsningsprocessen;
Transmissionsmoment: Driv valseværket for at opnå højpræcisionsvalsning (båndtykkelsestolerance ± 1-3 μm);
Trætheds- og slidstyrke: Velegnet til højhastighedsvalsning (300-800 o/min) og langvarig cyklisk belastning.
Typiske driftsforhold
Høj belastning: Koldvalseværket har en stor valsekraft, og muffen skal modstå ekstremt høj kontaktspænding;
Lavtemperaturmiljø: Koldvalsningstemperaturen er normalt ≤ 120 ℃, men den lokale friktionsvarme kan nå op på 200 ℃;
Smørekrav: Kompatibel med valseolie for at undgå korrosion og slid på klæbemidlet.
Anvendeligt udstyr
Firevalse-/seksvalse-koldvalseværker (såsom Sendzimir-værker, UC-MILL);
Højpræcisionsvalseværker (såsom valseenheder til bilplader og fortinnede plader).
Mekaniske egenskaber ved 35CrMoV (hærdet og hærdet: hærdning + højtemperaturhærdning) støbespole af stål
Typiske værditeststandarder for præstationsindikatorer
Trækstyrke (σ ₆) 900-1100 MPa GB/T 228.1 (ISO 6892)
Flydespænding (σ ₀) ₂) 750–950 MPa
Forlængelse (δ) ≥ 12% med en målelængde på 5d (hvor d er prøvens diameter)
Slagenergi (AKU) ≥ 50 J (ved stuetemperatur) GB/T 229 (ISO 148)
Hårdhed HRC 28-35 (hærdet og anløbet tilstand) GB/T 230.1
Sektionskrympningshastighed (ψ) ≥ 45%
Centrifugal støbt stålspole er anvendt af GW Precision for at garantere, at den indre og ydre overflade af stålspolen er fri for defekter såsom revner, slaggeindhold, porer og sandhuller. Der anvendes moden varmebehandlingsteknologi for at sikre de mekaniske egenskaber ved støbt stålspole.

Beskrivelse af varmebehandling af støbespole
Vi udfører varmebehandling udelukkende for stålspoler, der har specifikke krav til mekaniske egenskaber, og i den tilsvarende testning af de mekaniske egenskaber sørger vi for, at hvert produkt opnår den bedste stand og giver kunderne gode resultater.

Til bearbejdning af indvendige huller i ultralange stålspoler har vores virksomhed udviklet og uafhængigt fremstillet et specialudstyr - en selvfremførende dybhulsboremaskine med variabel hastighed. Bearbejdningen af den ydre cirkel udføres i CNC-drejebænk for at sikre dimensionsnøjagtigheden af muffens ydre cirkel. Gennem løbende forbedringer har vores virksomhed dannet et sæt perfekt bearbejdningsteknologi for at sikre støbestålspolens koaksialitet, cylindrisk symmetri og dynamisk balance og andre tekniske indikatorer.



