




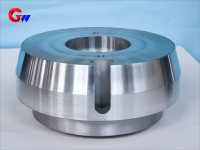
Støbestål Rullekeglehoved
GW præcisionsstøbt stål rullekeglehoved, hvis en af de vigtige komponenter i valseværket.
- GW Precision
- Luoyang, Kina
- Kontraktbestemmelse
- 1000 stk
- Information
Støbestål Rullekeglehoved
Støbestål rullekeglehovedet bruges hovedsageligt i metallurgiske valseværker, minemaskiner, tungt udstyr og andre lejligheder, der kræver høje radiale og aksiale belastninger. Dens designfunktion er brugen af koniske rullelejer (såsom TIMKEN-serien) til samtidig at modstå radiale og aksiale kræfter, velegnet til høje stød, høj hastighed eller tung belastning.
Anvendelsesscenarier for støbning af stålrullekeglehoved
1. Vigtigste anvendelsesområder
Varmt/koldvalseværk: Understøtter arbejdsrullen, mellemvalsen eller støtterullen for at modstå rullekraft og aksial bevægelse.
Minemaskiner: bruges til transmissionssystemer af tungt udstyr såsom knusere og kuglemøller.
Vindkraftudstyr: stort vindmøllehovedaksellejesæde.
Skibe/tungt maskineri: højlast roterende komponenter såsom propelaksler og gearkasser.
2. Jobkarakteristika
Høj belastning: modstår radial kraft (rullekraft) og aksial kraft (rullende rullebevægelse).
Høj temperatur/høj forurening miljø: Varmebestandighed og oxidationsforebyggelse er påkrævet under varmvalsende forhold; Minemiljøet skal være støvtæt og vandtæt.
Krav til høj præcision: Tilpasningsnøjagtigheden mellem lejesædets indre hul og lejets ydre ring (normalt H7 eller H8 niveau).
Varmebehandlingsproces for konisk lejesæde af støbestålvalse
Det koniske lejesæde på støbestålvalsen er normalt lavet af lavlegeret støbestål (såsom ZG35CrMo, ZG42CrMo), og varmebehandlingsprocessen er som følger:
1. Forbehandling (udglødning eller normalisering)
Formål: At eliminere støbespænding, forfine kornstørrelsen og forbedre bearbejdeligheden.
Proces: Opvarm til 850-900℃og holdes varm før luftkøling (normalisering) eller ovnkøling (udglødning).
2. Sluknings- og tempereringsbehandling (quenching+tempering)
Slukning: Opvarm til 850-900℃(afhængigt af materialet), olie- eller vand-quenching (for at forhindre deformation).
Tempering: Temperering ved 500-650℃for at opnå en martensitisk struktur, balancerende styrke og sejhed (hårdhed HB 250-320).
3. Lokal overfladeforstærkning (valgfrit)
Induktionshærdning: Højfrekvent bratkøling af lejeinstallationsoverfladen for at forbedre slidstyrken (hårdhed HRC 50-55).
Karburering/nitrering: velegnet til højlegeret stål for at øge udmattelsesbestandigheden.
4. Afspændingsudglødning (efter præcisionsbearbejdning)
Lav temperatur udglødning ved 200-300℃eliminerer bearbejdningsbelastning og forhindrer deformation.
Funktionsintroduktion:
1. Overførsel af drejningsmoment: Keglehoveder bruges til at overføre motorens rotationsmoment mere
effektivt, hvilket sikrer en jævn rulleproces.
2. Forbedre forbindelsesstabiliteten: Konushovedets design hjælper med at forbedre forbindelsesstabiliteten mellem
rullehovedet og koblingsakslen, hvilket reducerer løsning eller slid ved høje hastigheder.
3. Tilpasning til forskellige rullebehov: Konushovedets design hjælper med at tilpasse sig forskellige typer af
valseprocesser, såsom varmvalsning og koldvalsning, samt valsebehov for forskellige materialer.
Relaterede produkter




