




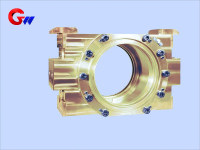

Koldvalsemaskine af driftssiden mellem rullelejeblok
Materiale og varmebehandling af mellemrullelejesædet på betjeningssiden af koldvalseværket
Betjening side mellemliggende rulleleje blok kropsmateriale:
Højstyrke støbejern (HT300/HT350) eller støbestål (ZG310-570), med en trækstyrke på ≥ 500MPa.
Den slidbestandige foring er lavet af bronze (ZCuAl10Fe3) eller polymerkompositmateriale (såsom PTFE-modificeret materiale).
Varmebehandling:
Støbegods kræver ældningsbehandling (for at eliminere intern stress) og højfrekvent bratkøling af kritiske kontaktflader (hårdhed HRC45-50).
- GW Precision
- Luoyang, Kina
- Kontraktbestemmelse
- Information
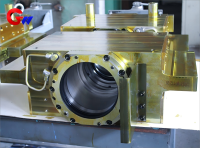
Koldvalsemaskine af driftssiden mellem rullelejeblok
Dimensioner og tolerancer for Operate Side Mellemliggende rullelejeblok
Lejeinstallationshuller:
Afhængig af lejetypen (såsom TQO-serien med fire-rækkede koniske rullelejer), er tolerancen normalt H6 (indre hul) eller js6 (ydre diameter).
Krav til ruhed: Ra for den lejede sammenkoblingsflade er ≤ 0,8 μm, og Ra for den ikke-parrende overflade er ≤ 3,2 μm.
Positioneringsnøjagtighed:
Rundheden af det indre hul i lejesædet er ≤ 0,008 mm, og koaksialiteten er ≤ 0,015 mm/500 mm.
Tilpasningsafstand med rullehalsen: 0,05-0,10 mm (termisk ekspansion taget i betragtning).

CNC-bearbejdningsprogrammering
Programmører bruger pc-simuleringsbehandlingen til at køre program, optimere bearbejdningslinjer og rimeligt arrangere bearbejdningsværktøjerne, så behandlingen af emnet mere præcis med pæne og smukke knivlinjer.
Højpræcisionsbehandlingsudstyr
CNC vandret bearbejdningscenter, CNC lodret bearbejdningscenter, femakset omfattende bearbejdningscenter og andet højpræcisionsbehandlingsudstyr sikrer nøjagtigheden af Operation Side Intermediate Roller Bearing Block produktbehandlingsstørrelse, sikrer også, at den komplekse struktur af emnet kan behandles jævnt og præcist.

Fremstillings- og montageproces af Operate Side Intermediate Roller Bearing Block Behandlingsteknologi:
CNC-bore- og fræsemaskine til bearbejdning af lejehuller (IT6 niveau nøjagtighed), honing eller slibning til slutbearbejdning.
Bolthullernes positionsfejl er ≤ 0,05 mm for at sikre præcis docking med rammen.
Monteringskrav:
Juster lejets forspændingskraft i henhold til producentens specifikationer (såsom aksial forspændingskraft på 8-12kN).
Brug hydrauliske møtrikker til installation for at undgå stødbelastninger.
Kvalitetsproceskontrol
Fra behandlingen af blank, fejldetektion, varmebehandling til produktionsprocessen, har hver proces inspektører til at kontrollere, kvalificeret før den næste procesbehandling.
Inspektion og prøvning
Strenge inspektions- og testprocedurer er vores kvalitetssikring. Hver driftssidemellemrullelejeblok har et komplet sæt af kemisk sammensætningsanalyserapport, varmebehandlingsrapport, fejldetektionsrapport, dimensionstolerance, form- og positionstoleranceinspektionsrapport (tre koordinater og andre præcisionsinspektionsinstrumenter sikrer nøjagtigheden af bearbejdningsstørrelsen), som alle er sporbare og sporbare.

Smøring og tætning af mellemrullelejesædet på betjeningssiden af koldvalseværket
Smøresystem:
Koncentreret tynd oliesmøring (tryk 0,3-0,5MPa, flowhastighed 30-50L/min) eller olieluftsmøring (oliedråbevolumen 5-10 dråber/min.).
Smøreolieviskositet: ISO VG 68-100 (ved 40 ℃).
Tætningsdesign:
Kombinationstætning (labyrinttætning+fjederforstærket læbetætning), støvtæt standard ISO 4406 18/16/13.
Tætningsmateriale: Højtemperaturbestandig fluorgummi (FKM) eller polyurethan (PU).





