




Varmvalseværksmaskine til betjening Sidearbejde Valsevalseværksblokaksel
Vores virksomhed har DMG DMF1800*600 femakset bearbejdningscenter, vandret bearbejdningscenter, lodret bearbejdningscenter, portalbearbejdningscenter og højpræcisions inspektion af tre koordinater.
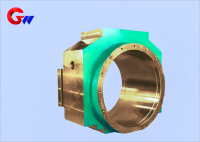
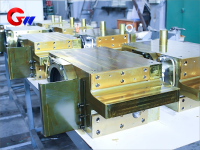
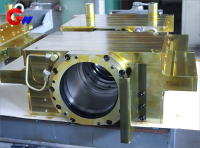
Work Roller Rolling Mill akselblok er et af GW-præcisionsnøgleprodukter.
- GW Precision
- Luoyang, Kina
- Kontraktbestemmelse
- Den årlige kapacitet af stålspole er 4000 stykker
- Information
Varmvalseværksmaskine til drift Sidearbejde Valsevalseværksakselblok
(Velegnet til varmvalsende produktionslinjer af plade og bånd/sektionsstål)
1、Applikationsscenarier
1. Kernefunktioner
Rullepositionering og kraftoverførsel:
Oprethold stabiliteten af arbejdsrullen under påvirkning af rullekraft (maksimalt 30MN) og bøjningskraft (± 1000kN)
Udholde den øjeblikkelige stødbelastning af bidende stål (slagkoefficient 2,0-3,5)
Termisk styring:
Arbejder i et rullende temperaturmiljø på 400-800 ℃, kan den øjeblikkelige overfladetemperatur nå 300-450 ℃
Behov for at modstå periodisk termisk stress (>10 ⁵ cyklusser/år)
2. Typiske arbejdsforhold for mølleakselblokken
Mekanisk belastning: Hertz kontaktspænding 1000-1500MPa, torsionsvibrationsbelastning (kritisk hastighed bør undgå arbejdshastighed 1,5-2,5 gange)
Slidmiljø: Slibende partikler af jernoxidskala (HV800-1100) + rullende smøremiddel højtemperatur karboniseringsaflejring
Materialevalg og optimering af Work Roller Rolling Mill akselblokken
1. Grundmateriale
Materialekvalitet, kernefordele, anvendelige scenarier
50CrMoV højtemperaturstyrke (σ 0,2 ≥ 650MPa ved 500 ℃) bredt og tykt pladevalseværk (valsehus>3m)
Lav cyklus træthedsydelse (Nf ≥ 5000 gange ved Δ ε t=1%) af 38CrNiMoV højstyrke båndstål under valsning
H13 forbedret varmebestandig revnedannelse (termisk ledningsevne 24W/m · K) rustfrit stål varmvalset
2. Nøgleforstærkningsteknologier
Lejeoverflade:
Laser quenching (hærdende lag dybde 2-3 mm, HRC54-58)
Plasmasprøjtning WC-10Co4Cr (porøsitet<0,8%)
Gevindforbindelsesområde: boriseringsbehandling (Fe2B-lag 50-80 μm)
3. Innovative materialeanvendelser
Gradient funktionel akse:
Kerne: 25Cr2MoV (høj sejhed)
Overflade: Stellite 21 (modstandsdygtig over for slid ved høje temperaturer)
Diffusionsbinding gennem varm isostatisk presning (HIP)
3. Varmebehandlingssystem
Vakuumslukning: 1020 ℃ × 3 timer (nitrogenafkøling)
Dobbelt temperering: 560 ℃ × 4 timer + 520 ℃ × 6 timer (oliekølet)
Stabiliseringsbehandling: Dyb køling (-120 ℃ × 8 timer) + aldring (250 ℃ × 24 timer)
4. Overfladeforstærkning
Sammensat behandling:
Skudblæsning (Almen styrke 0,4-0,45 mmN)
Ionisk svovldannelse (FeS-lag 1-2 μm)
Laserteksturering (Sa=3–5 μm)
*Nøgleprocesser:
Konstant temperaturslibning af lejeposition (kølevæske 20 ± 1 ℃)
Elektrokemisk bearbejdning af overgangsfilet (R vinkel nøjagtighed ± 0,05 mm)*
Typiske parametre forArbejdsrulle Valseværk akselblok
Krav til parameterindikatorer
Aksediametertolerance på φ 320 ± 0,008 mm
Høj temperatur krybehastighed ≤ 1 × 10 ⁻⁷ %/h (500 ℃/200 MPa)
Vibrationsacceleration ≤ 4,5 m/s ² (ISO 10816-8)
Levetiden for denne aksel i et varmtvalseværk er 2-3 år (med en årlig valsekapacitet på 1,5-2 millioner tons), og den kan forlænges til 5 år ved hjælp af gradientmaterialer. Andelen af termisk træthedsfejl er større end 60%, og det nuværende forsknings- og udviklingsfokus er på nanostrukturerede termiske barrierebelægninger.



